|
|
|
Пеномодели из пенополистирола для литья металла
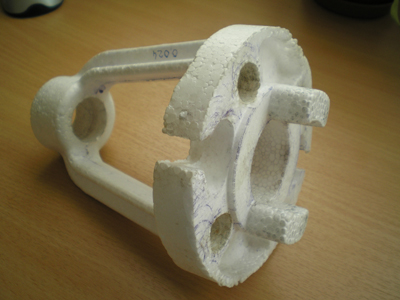
Создание технологии литья по газифицируемой модели связано с научно-технической революцией второй половины прошлого века наряду с такими процессами, как вакуумная формовка, непрерывное литье, литье под низким давлением, импульсная формовка и др. Все эти технологии на подъеме. А цеха и участки с гибкой технологией литья по пеномоделям сегодня множатся по всему миру - от Америки до Китая, на заводах General Motors, Ford Motors, Fiat. В наше время в мире по пенополистирольным моделям производят ~1,4% от всего количества литья - свыше 1 млн. т/год, прогнозы на ближайшее будущее дают этой технологии 10...20% мирового литья. Потенциал технологии таков, что она позволяет лить не только металлы и сплавы, но и композиты, которые обладают повышенными в несколько раз, например, триботехническими свойствами по сравнению с простыми сплавами. Пеномодель Фланца из пенополистирола ТИС Последняя более прогрессивная технология изготовления пеномоделей для литья металла, которую начал осваивать завод ТИС - это трехмерная компьютерная резка блоков пенополистирола. Трехмерные пеномодели вырезаются на компьютерной резке из больших блоков пенополистирола, нагретыми нихромовыми струнами, которые, например, по созданным трехмерным чертежам «как по маслу» режут блочный пенополистирол в объемные модели. Модель, затем соответственно полученная по ней отливка, имеют высокую точность (соответственно, низкую металлоемкость), и конкурентный товарный вид, так как работу выполняет компьютер. Пеномодели из пенополистирола изготавливаются с различной плотностью, от 8 до 50 кг/м.куб., соответсвенно с увеличением плотности пеномодели, повышаются физико-механические качества, такие как прочность на изгиб и прочность на сжатие. Свободно можно видеть, «пощупать» отливку в модели, промерять ее стенки, чего при обычной формовке для сложных с несколькими стержнями отливок просто не сделать. Отсутствует смещение стержней и форм при сборке (так как отсутствуют сами стержни). Модели красят быстросохнущей краской с огнеупорным порошком, собирают с литником, засыпают сухим песком в ящике (контейнере) и заливают металлом. При заливке металл испаряет модель и замещает ее собой, краска с огнеупорным порошком создает оболочку между отливкой и песком. В этой операции замены одного на другое - весь «фокус» или ноу-хау технологии литья по газифицируемым моделям, который определяет ее название по принятой терминологии в литейном производстве и делает ее уникальной. Во всех других способах формовки по модели присутствует предварительная операция ее удаления перед заливкой, а в таком отсутствии удаления модели из формы кроется и «секрет» точности получаемых отливок.
Чтобы модель не дымила в цех при заливке, из контейнера обычно отсасывают насосом газы - разрежение поддерживают примерно пол-атмосферы. Для уникальных отливок (крупногабаритных штампов для кузовов автомобильного производства и т. п.) используют трубчатые газовыводные каналы с поджиганием выходящего их них газа от термодеструкции моделей, чем практически полностью переводят этот газ путем горения в двуокись углерода и пары воды. Вся формовка состоит из засыпки сухого песка с вибрацией контейнера до одной минуты без массивных высокоточных машин прессования, встряхивания, устройств сборки форм, свойственных традиционным видам формовки.
Особенно популярны пеномодели из пенополистирола с плотностью материала 25...27 кг/м.куб., они выдерживаюм необходимые нагрузки на сжатие и изгиб. Качество выполнения модели в основном определяет качество отливки. Оборотное охлаждение песка ведут в пневмопотоке с повторным использованием песка ~97%, потери этого оборота составляют просыпи и отсев мелкой фракции, который выполняют во избежание его запыления. Кроме того, применят осаждение в циклонах пыли при прохождении отсасываемых газов из формы. Таким способом можно получать отливки из чугуна и стали всех видов, бронзы, латуни и алюминия всех марок. В ящике на «елке» можно сразу лить десятки отливок, как в ювелирном производстве, что служит еще одним «козырем» для литья по пеномоделям.
Низкие затраты на материалы экономит не менее 100 долларов на тонну литья, а размещение отливок по всему объему контейнера дает выход годного до 70...85%, экономию по шихте металла на 250...300 кг, электроэнергии 100...150 кВт.ч., массы отливок на 10...20% по сравнению с традиционной опочной формовкой. Трудоемкость финишных операций сокращается на 10...20% при единичном и на 40...60% при серийном производстве. Особенно крупная экономия при литье сложных отливок из износостойких сталей (шнеки для машин производства кирпича, била, молотки и детали дробилок), т. к. резко снижаются затраты на их механообработку. Также льют без ограничений колеса, звездочки, корпуса, сантехнику, головки и блоки цилиндров бензиновых и дизельных двигателей, художественные, парковые и другие отливки. По данным General Motors при производстве блока цилиндров масса его уменьшилась на 15% и трудоемкость механической обработки на 50% по сравнению с традиционным литьем в стержнях.
Пеномодель колеса из пенполистирола ТИС Завод ТИС, производит абсолютно любые пеномодели из пенополистирола для литья металла, причем современное высокотехнологичное оборудование позволяет выполнять пеномодели в кратчайшие сроки, например 2-3 дня после согласования чертежей с заказчиком. Предприятиям занимающимся литьем металлов, безусловно, было бы выгодно тесно сотрудничать с производителями пеномоделей так как это повысило бы их конкурентные преимущества потому что в связи с быстрыми сроками изготовления пеномоделей производители литья довольно быстро изготавливали бы саму отливку при этом не неся больших расходов.
Пеномодель декоративного элемента забора выполненная из пенополистирола ТИС Если создавать или реконструировать литейную, то технология литья по газифицируемым моделям - тот бизнес, в котором металл своим оборудованием и рабочей силой переводится в высокотехнологичный наукоемкий товар. К сожалению, Россия продает за рубеж металл преимущественно в чушках, слябах и массивных заготовках, а также лом. Тогда как Германия в отдельные годы экспортирует 27% отливок, импортируя руду и металл. Не вечно же нам металлолом и чушки, продавать за рубеж, имея здесь только сборку и торговлю, не только Китай может поднимать свое машиностроение. Чем быстрее мы станем до деталей и машин перерабатывать свой металл, тем раньше достигнем европейского уровня благосостояния. На сегодняшний день, не только металлургические заводы, но и многие огнеупорные заводы уже используют подобную технологию изготовления огнеупорной продукции по пеномоделям из пенополистирола, но последние держат информацию закрытой, как конкурентное преимущество.... |
 ОТДЕЛ СБЫТА: (343) 385-66-37 (343) 290-35-66 (343) 290-35-23 Последние новости:
|